Chercheur de l'Inventaire général du patrimoine culturel.
Dossier d’œuvre architecture IA59001545
| Réalisé par
;
- enquête thématique départementale, Patrimoine XXe Maubeuge et Val de Sambre
Forge puis usine d'emboutissage Cerec
Œuvre recensée

Auteur
-
Petitberghien ThierryPetitberghien ThierryCliquez pour effectuer une recherche sur cette personne.
Photographe au service régional de l'Inventaire Nord-Pas-de-Calais.
Copyright
- (c) Région Hauts-de-France - Inventaire général
- (c) Département du Nord - Archives départementales
Dossier non géolocalisé
Localisation
-
Aire d'étude et canton
Communauté d'agglomération Maubeuge Val-de-Sambre - Maubeuge
-
Commune
Recquignies
-
Adresse
rue René-Fourchet
-
Cadastre
2002
AC
430
-
Dénominationsgrosse forge, usine d'emboutissage
-
Appellationsusine d'emboutissage Cerec
-
Autres parties constituantesbureau, aire des matières premières, atelier de fabrication
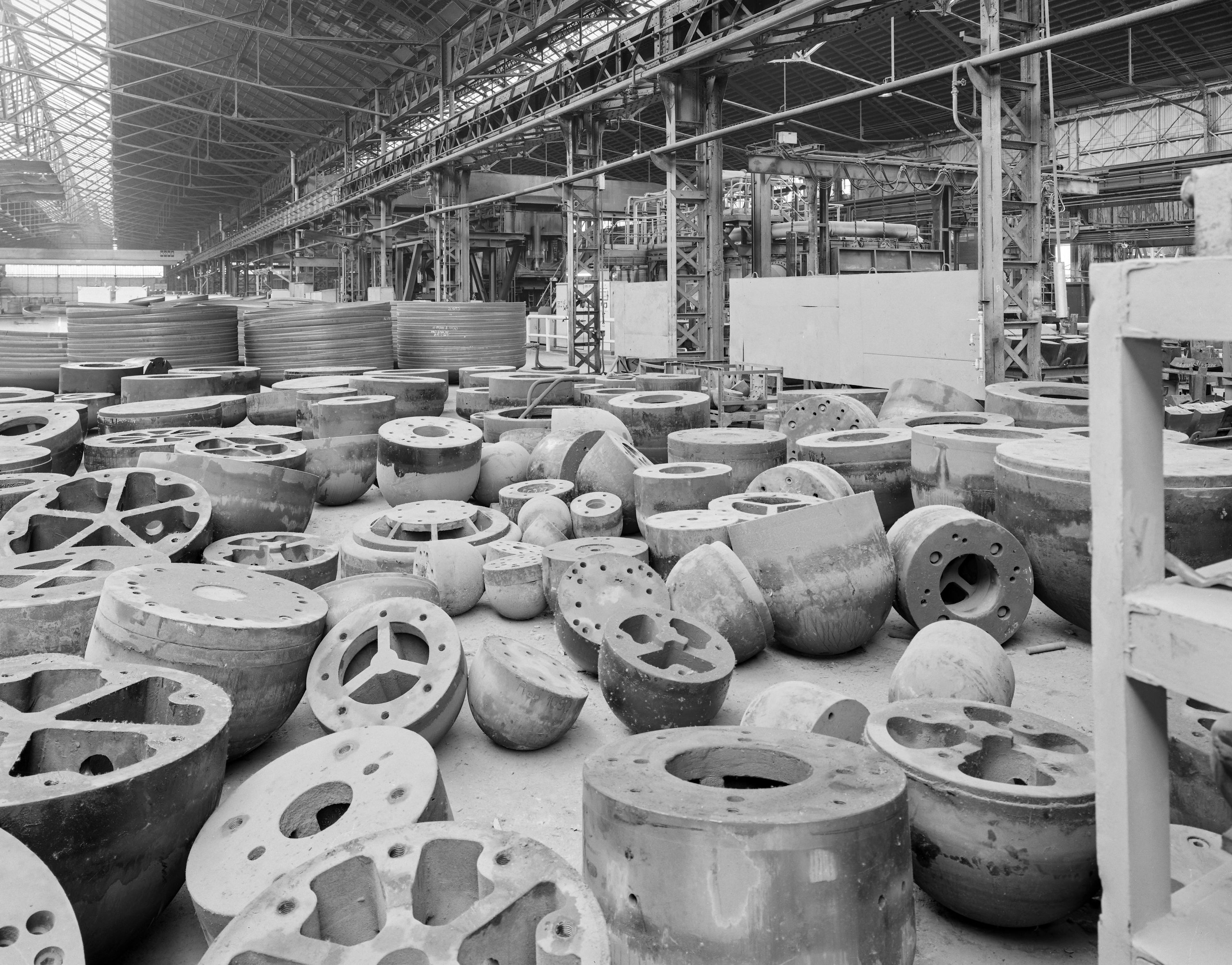
Les forges de Recquignies sont établies en 1907. Au moment de la création du groupe Vallourec, l'usine de Recquignies constitue le département d'emboutissage. En 1978, Vallourec s'associe au groupe Bourdeau Gueudelot et S.L.P.M. et crée deux usines d'emboutissage, Emboutissage de Vallourec et Bourdeau Emboutissage. Ces dernières fusionnent et deviennent Cerec en 1985. Cette société s'est spécialisée dans la fabrication de fonds bombés selon des techniques de forgeage.
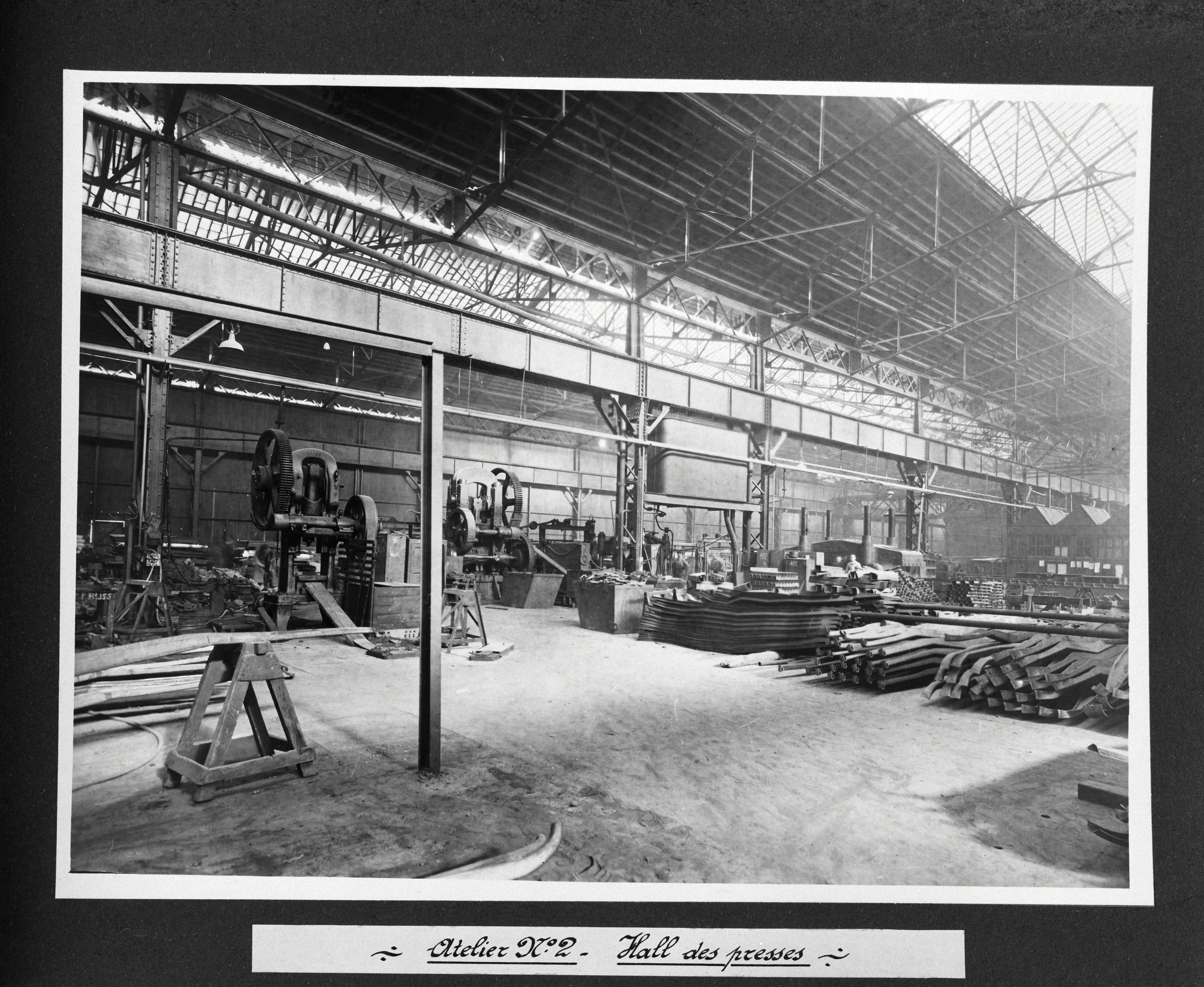
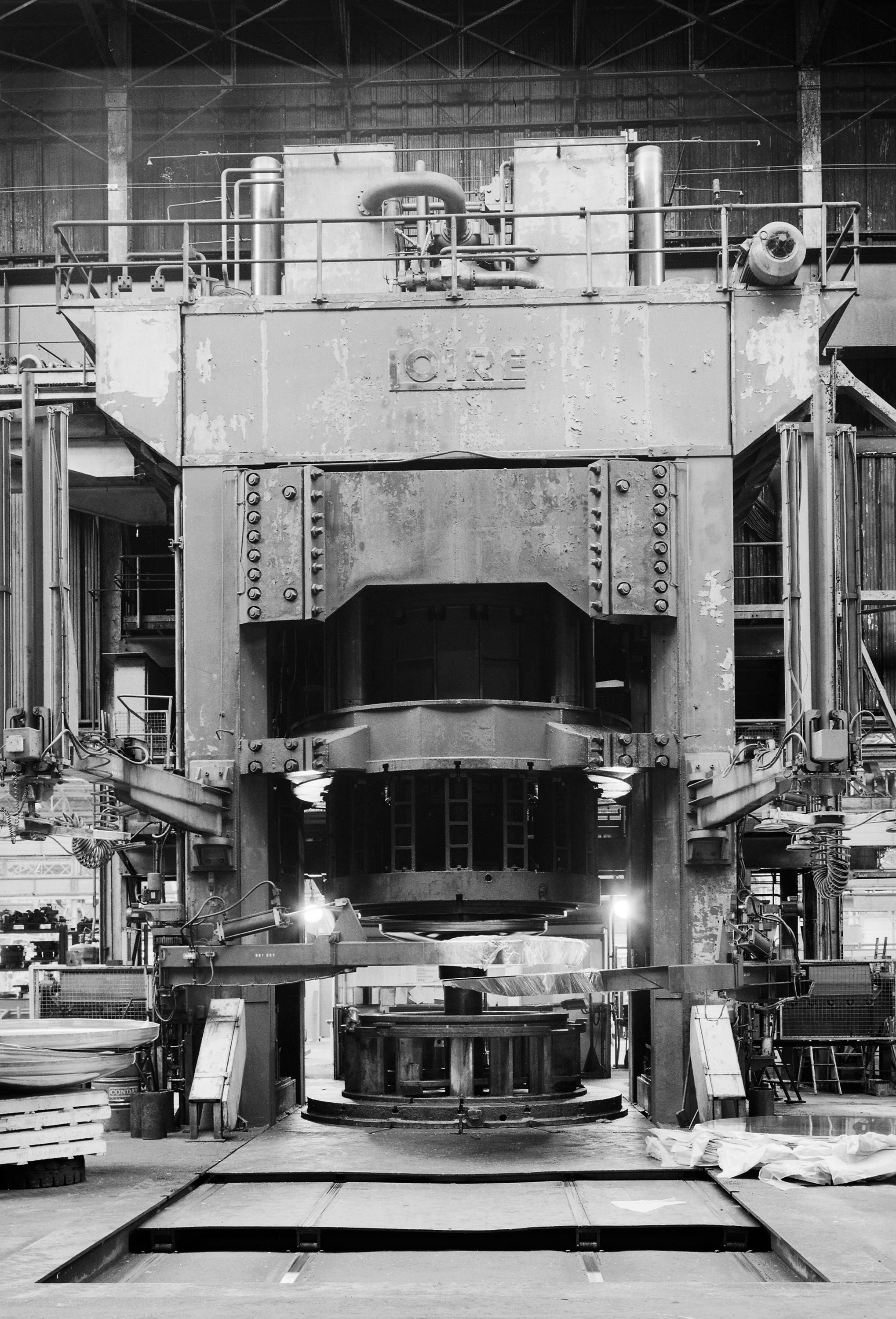
Présence de machines (lors de l'inventaire en 2001):
Machine de presse 1 500 tonnes, vers 1960, marque Loire ;
Machine de presse 2 600 tonnes, marque Loire ;
Machine de presse, 1500 tonnes, marque Morane ;
Machine de presse à froid, 2 000 tonnes, marque Raskin ;
Machine de presse, 6 000 tonnes, 1990 (?) ;
Machine à former, Ribo 30, marque Boldrini ;
Machine à former, 300 tonnes, marque Favrin ;
Tour, marque Sculfort et Fockedey ;
Tour, marque Schiess ;
Tour vertical, marque Graffenstein ;
Machine à découper, 1970.
-
Période(s)
- Principale : 1er quart 20e siècle
-
Dates
- 1907, daté par tradition orale
-
Auteur(s)
-
Auteur :
Lafitte Jeanarchitecte attribution par tradition oraleLafitte JeanCliquez pour effectuer une recherche sur cette personne.
Architecte, diplômé de l'École des Beaux-Arts de Paris, et l'un des derniers élèves d'Eugène Viollet-le-Duc. Né à Paris en 1853. Il est actif principalement dans la bassin de la Sambre, l'Avesnois et la Thiérache de 1880 à 1926. Il est le père de deux architectes (Jacques et Henri), d'un peintre (Paul, mort à Verdun) et grand-père d'un architecte (Éric, fils d'Henri). Il meurt en 1928 et est enterré à Mondrepuis dans l'Aisne.
-
Auteur :
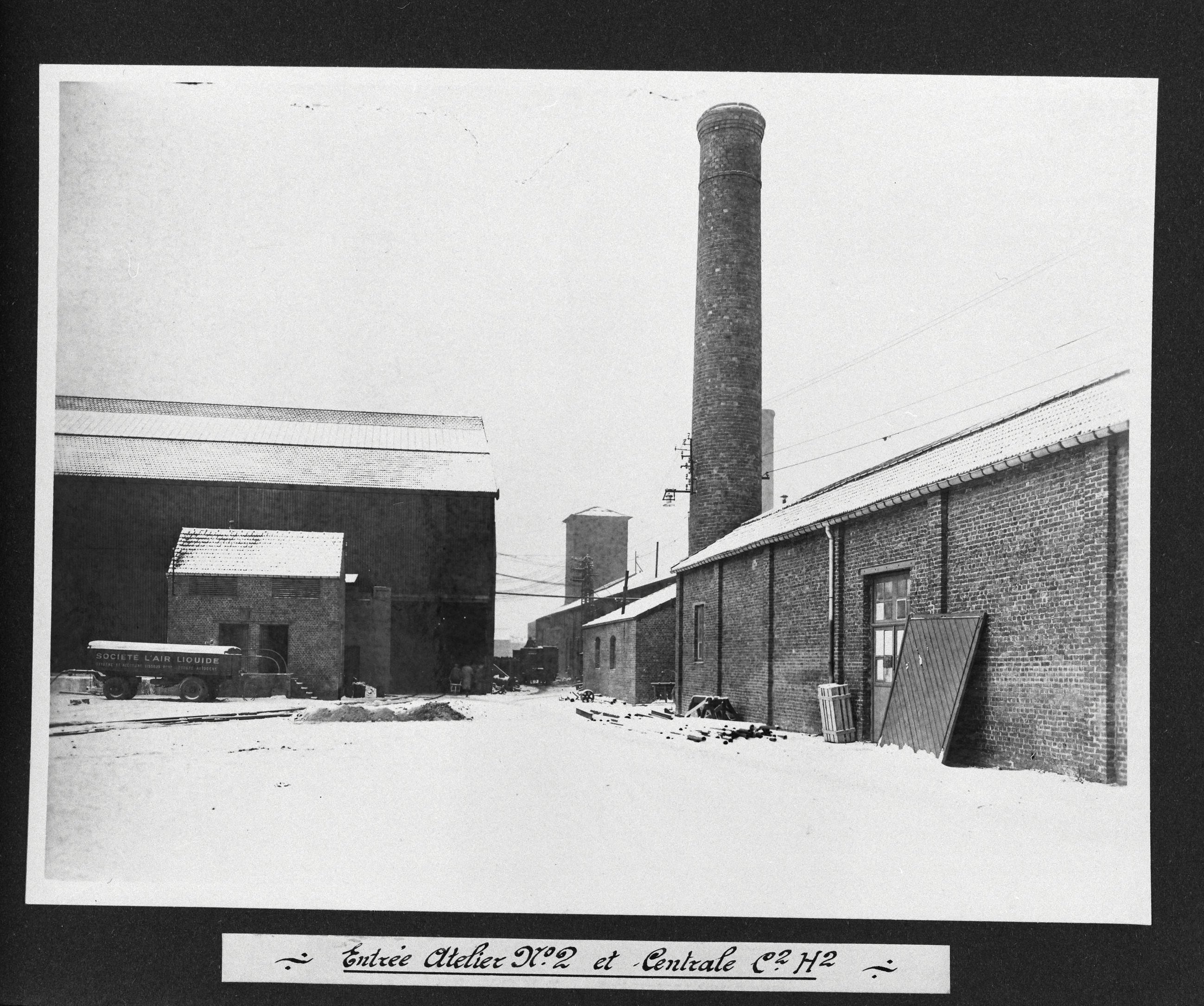
L'usine est composée d'un ensemble de bureaux, infirmerie, maison commune (ancienne maison patronale) , de l'atelier de fabrication et de bâtiments annexes (parc à tôles, magasin), implantés le long de la ligne de chemin de fer qui n'est plus aujourd'hui (2001) le moyen de transport utilisé. Les bureaux sont installés dans un bâtiment étroit, construit en brique et pierre, sur deux niveaux rythmés par huit travées. Le toit à deux pans est couvert d'ardoise et les pignons sont à redents, rappelant l'architecture régionale. Les baies du rez-de-chaussée sont en anse de panier, surmontées par des baies à croisées.
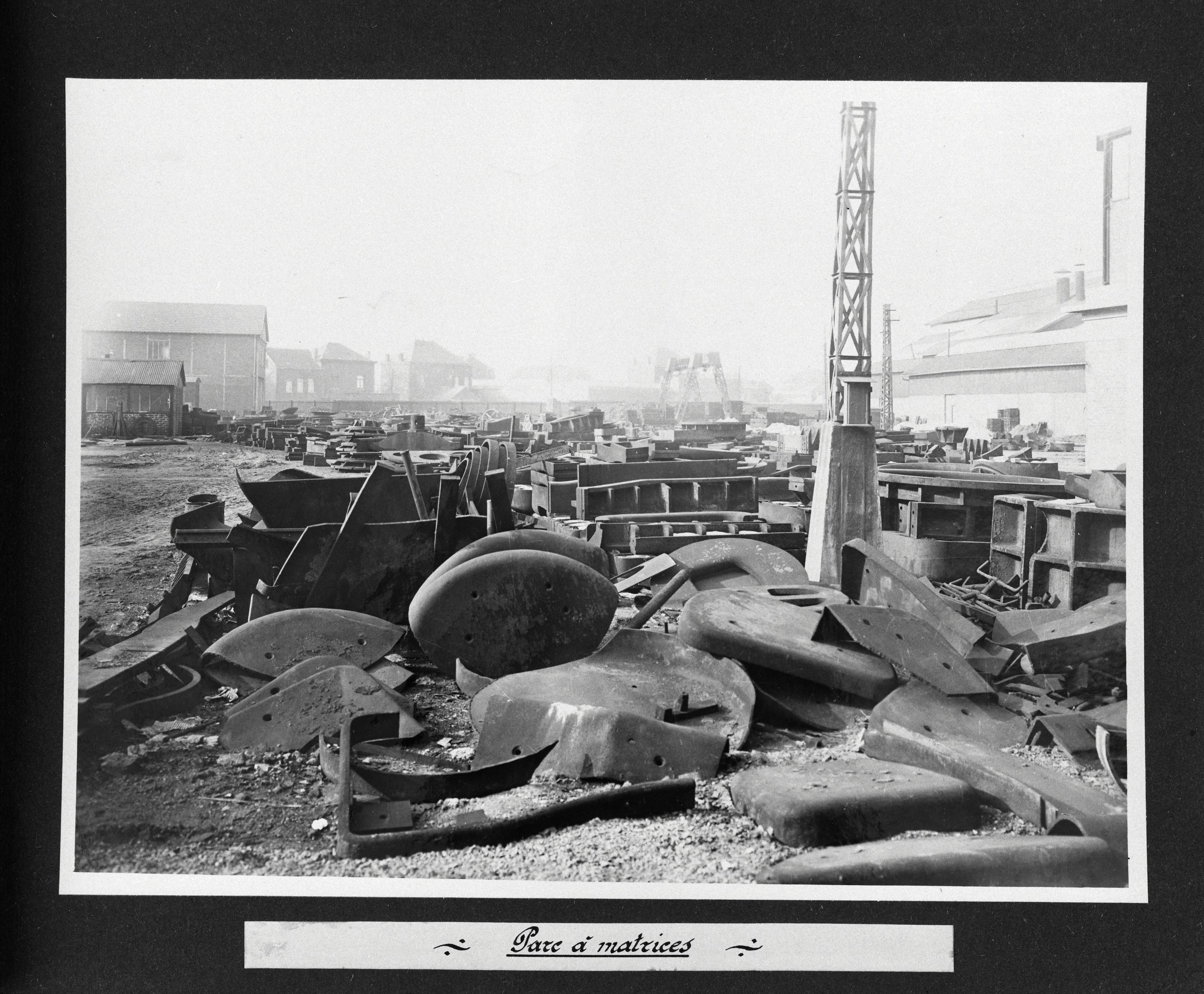
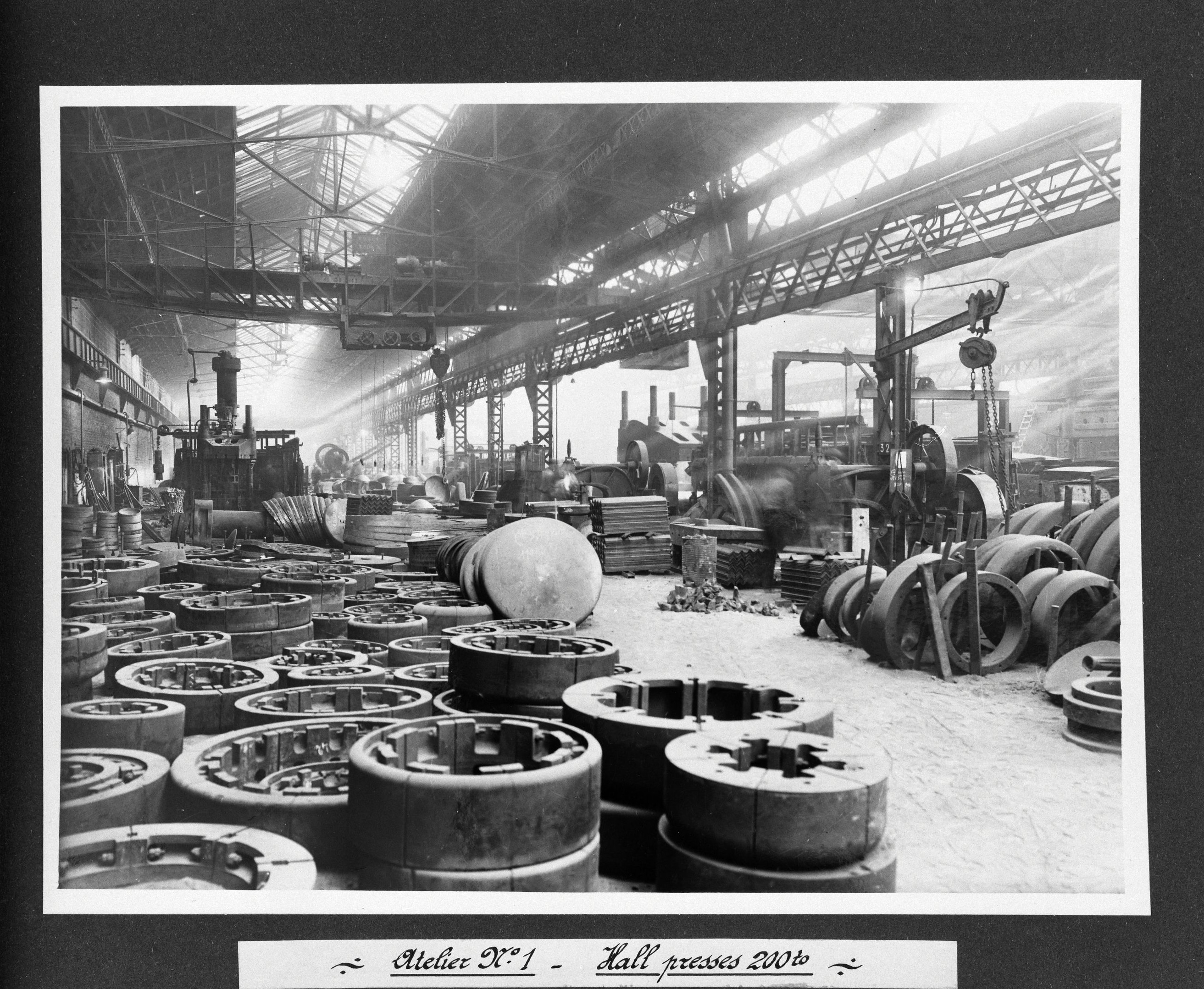
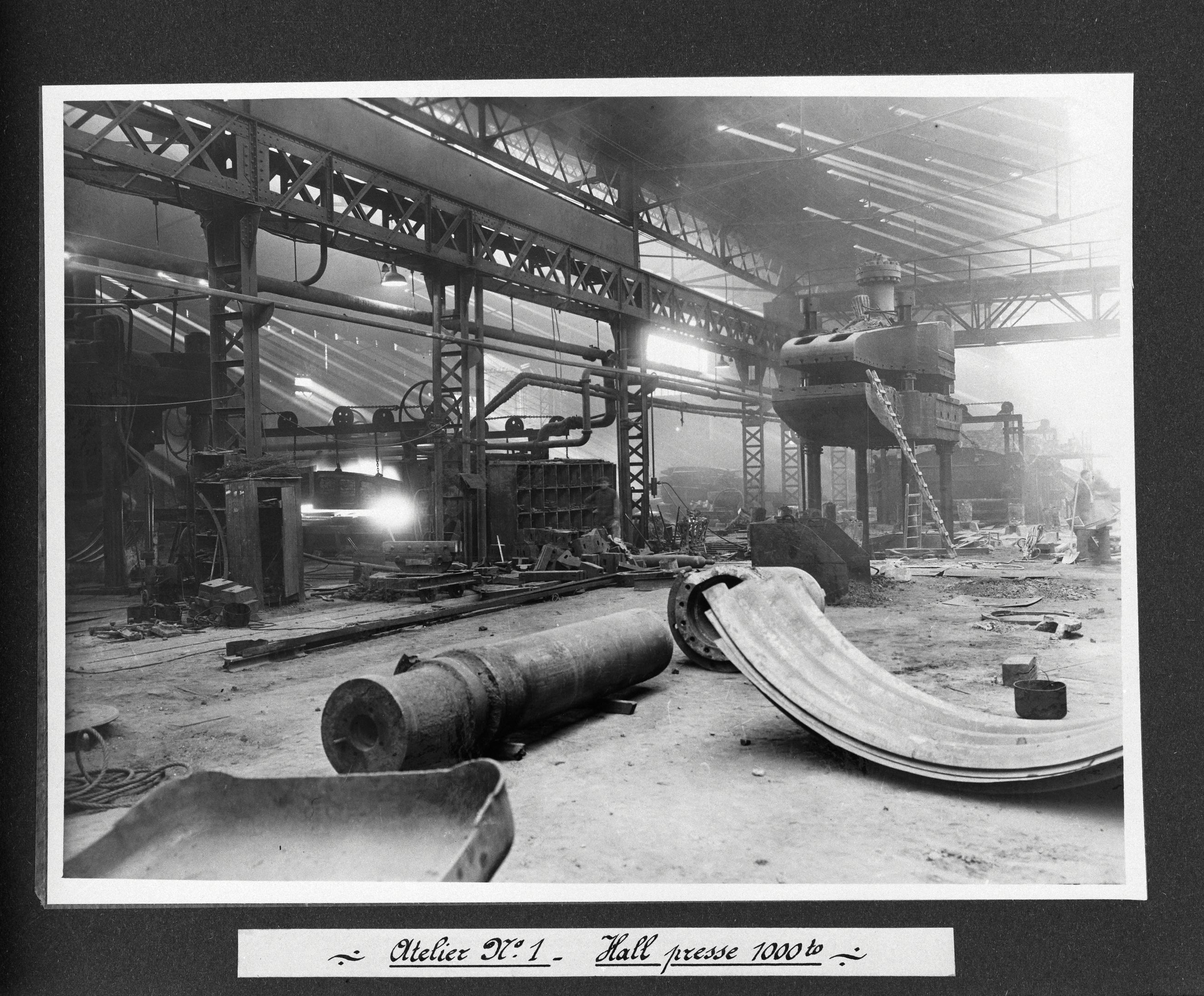
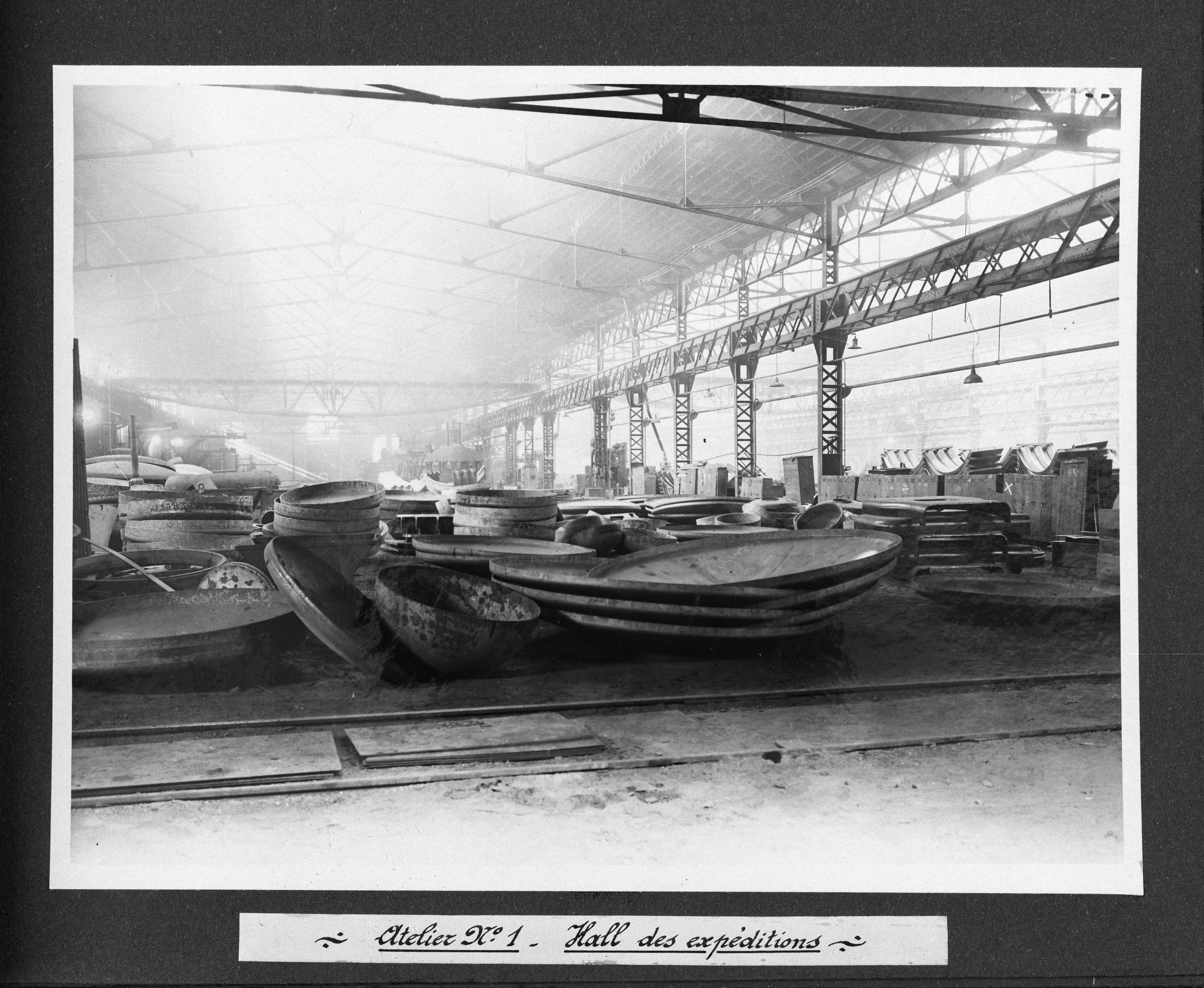
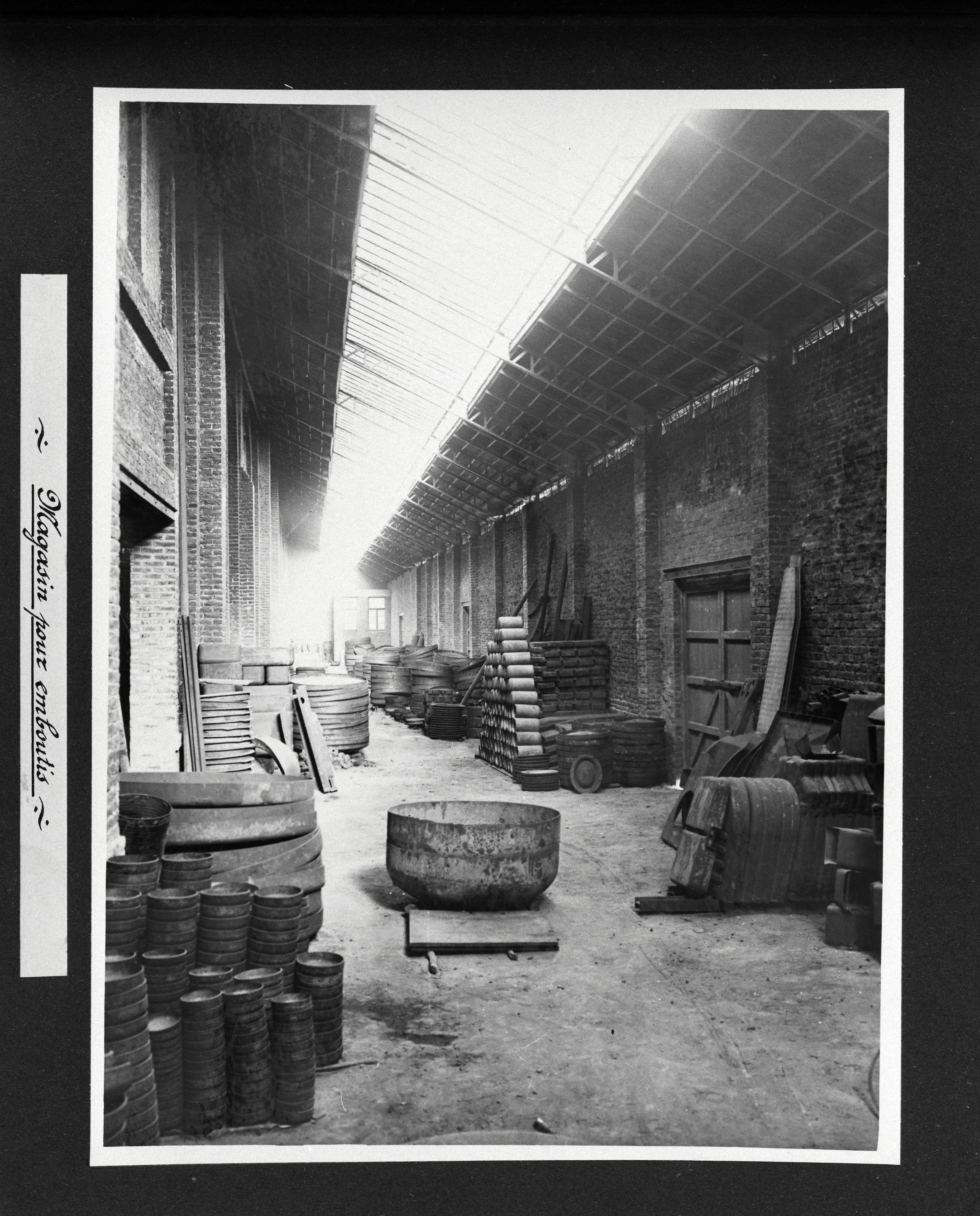
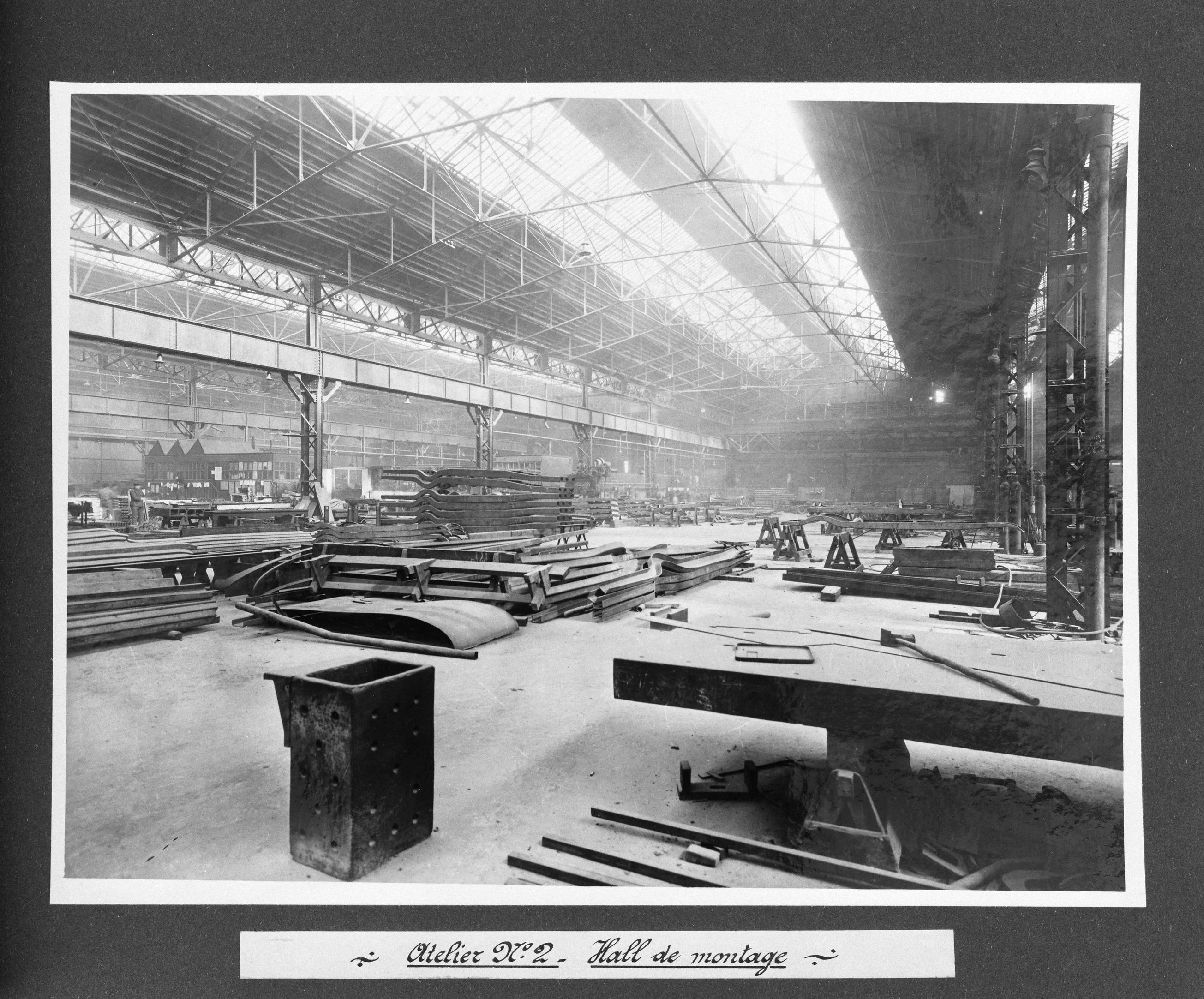
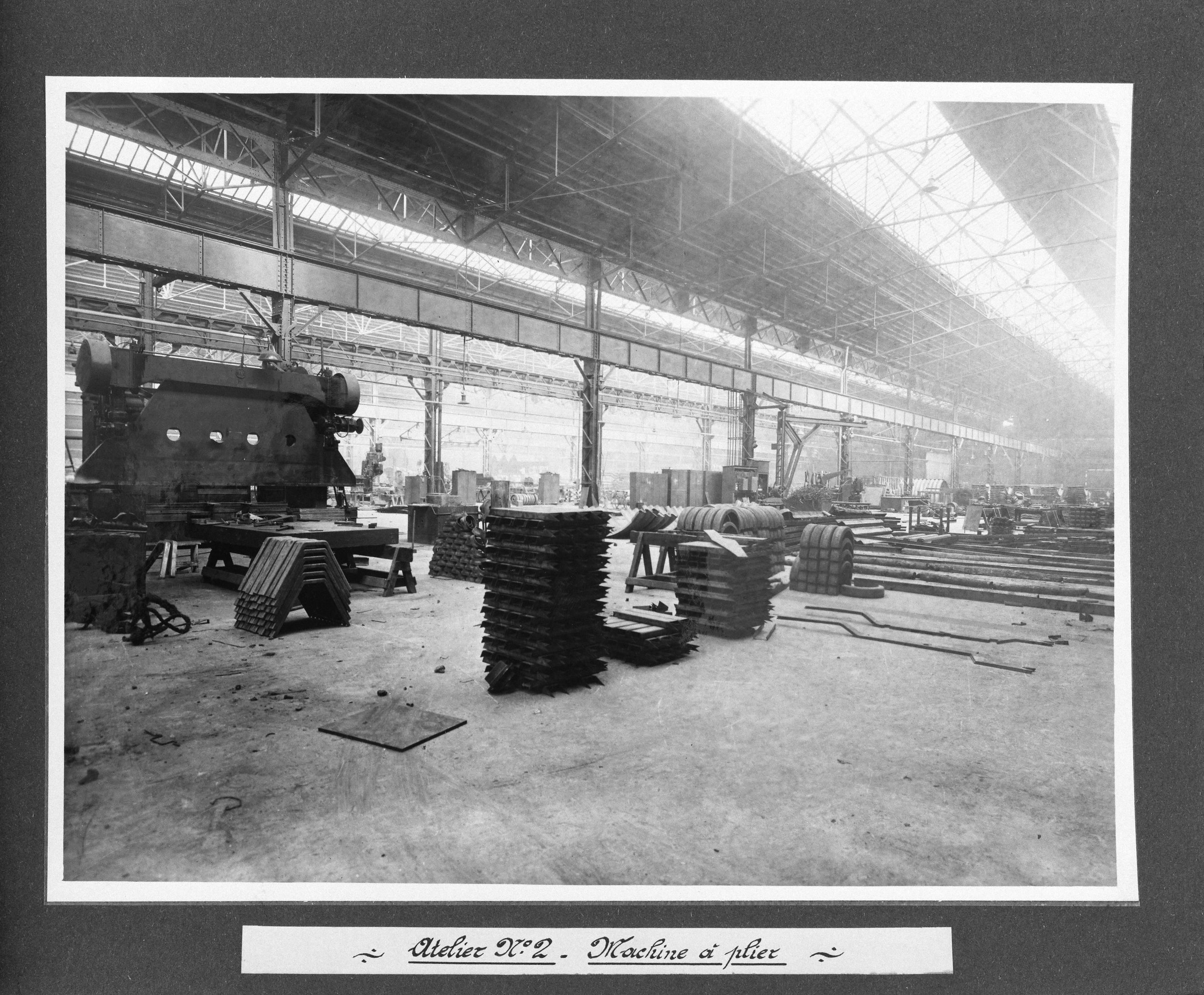
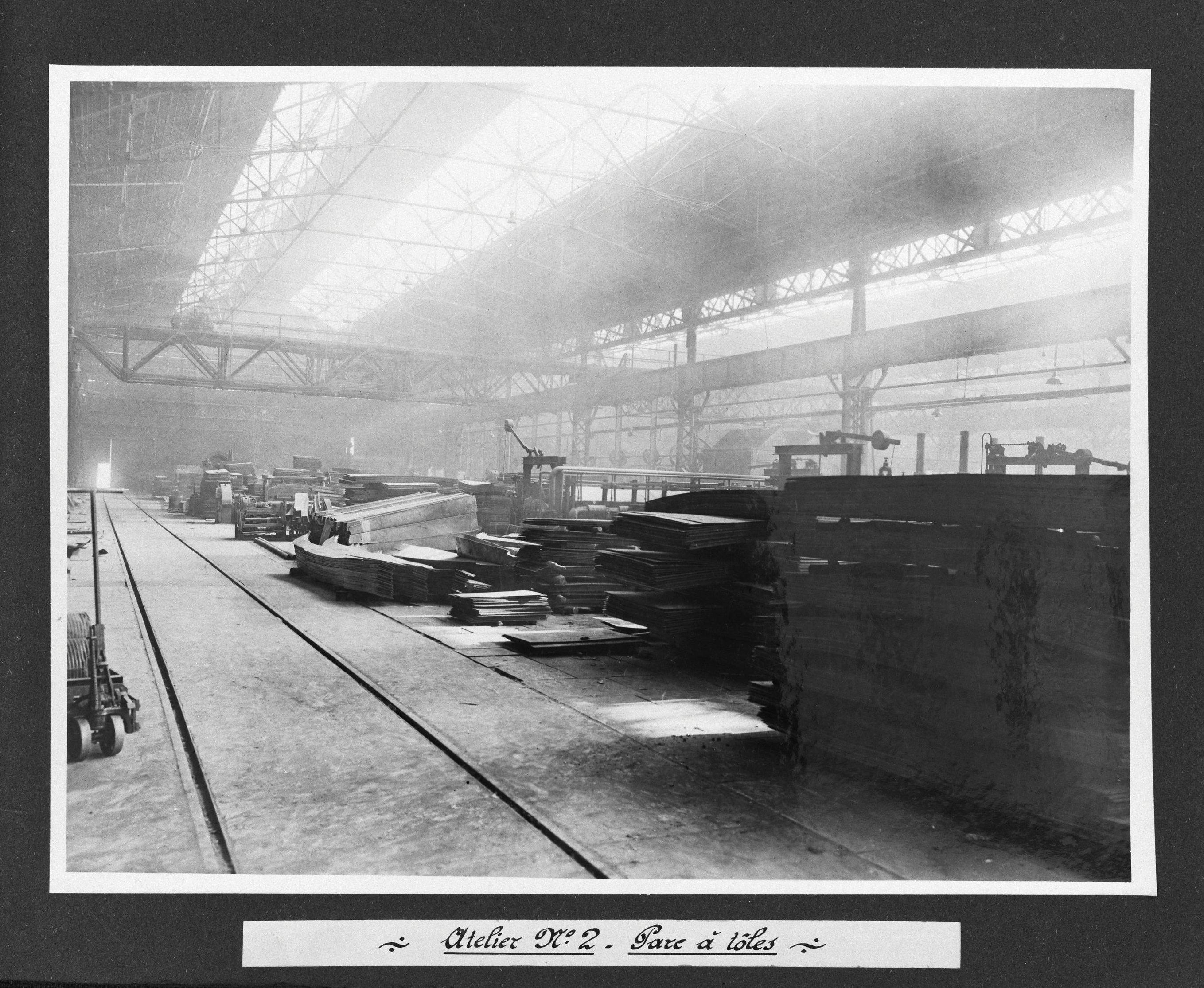
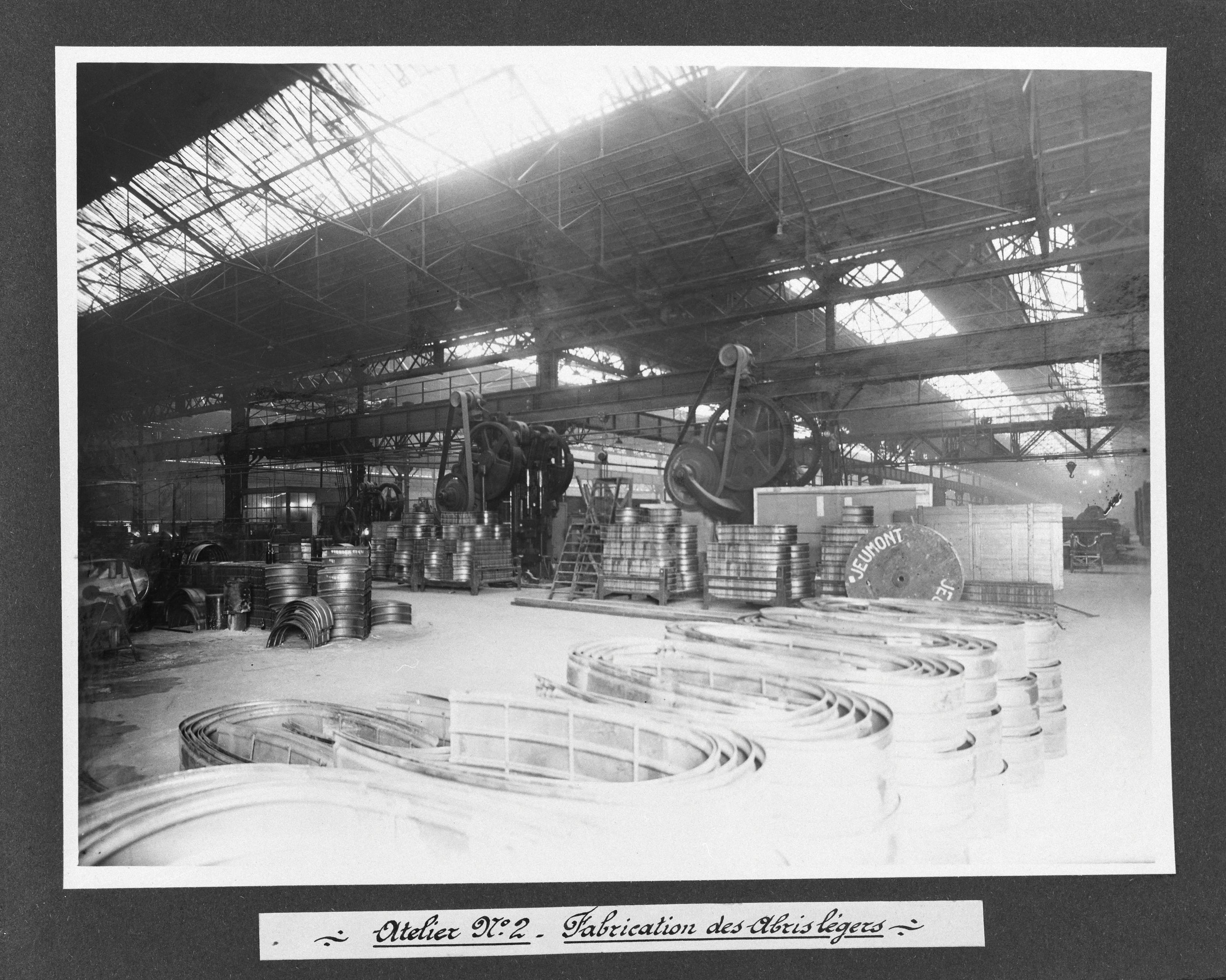
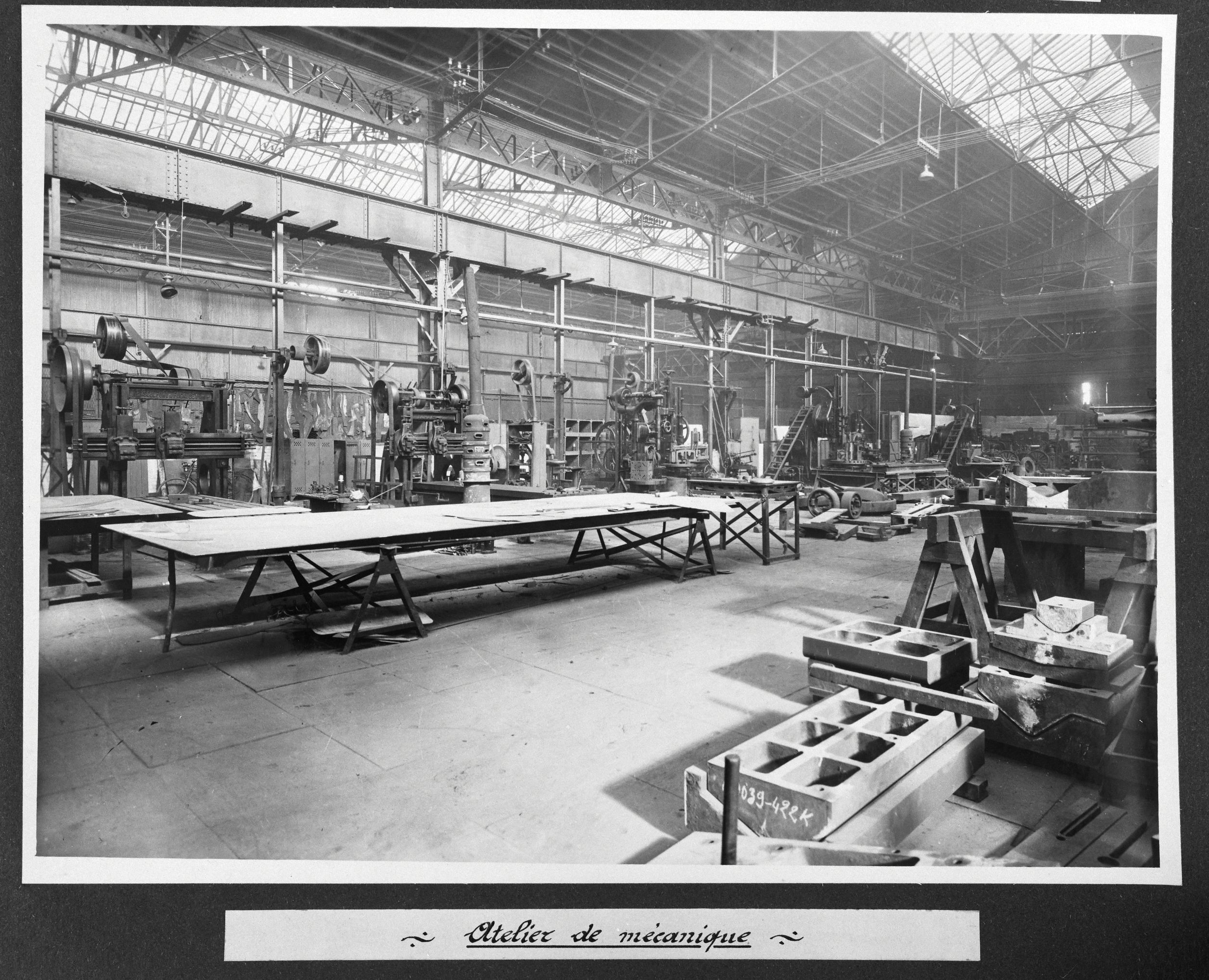
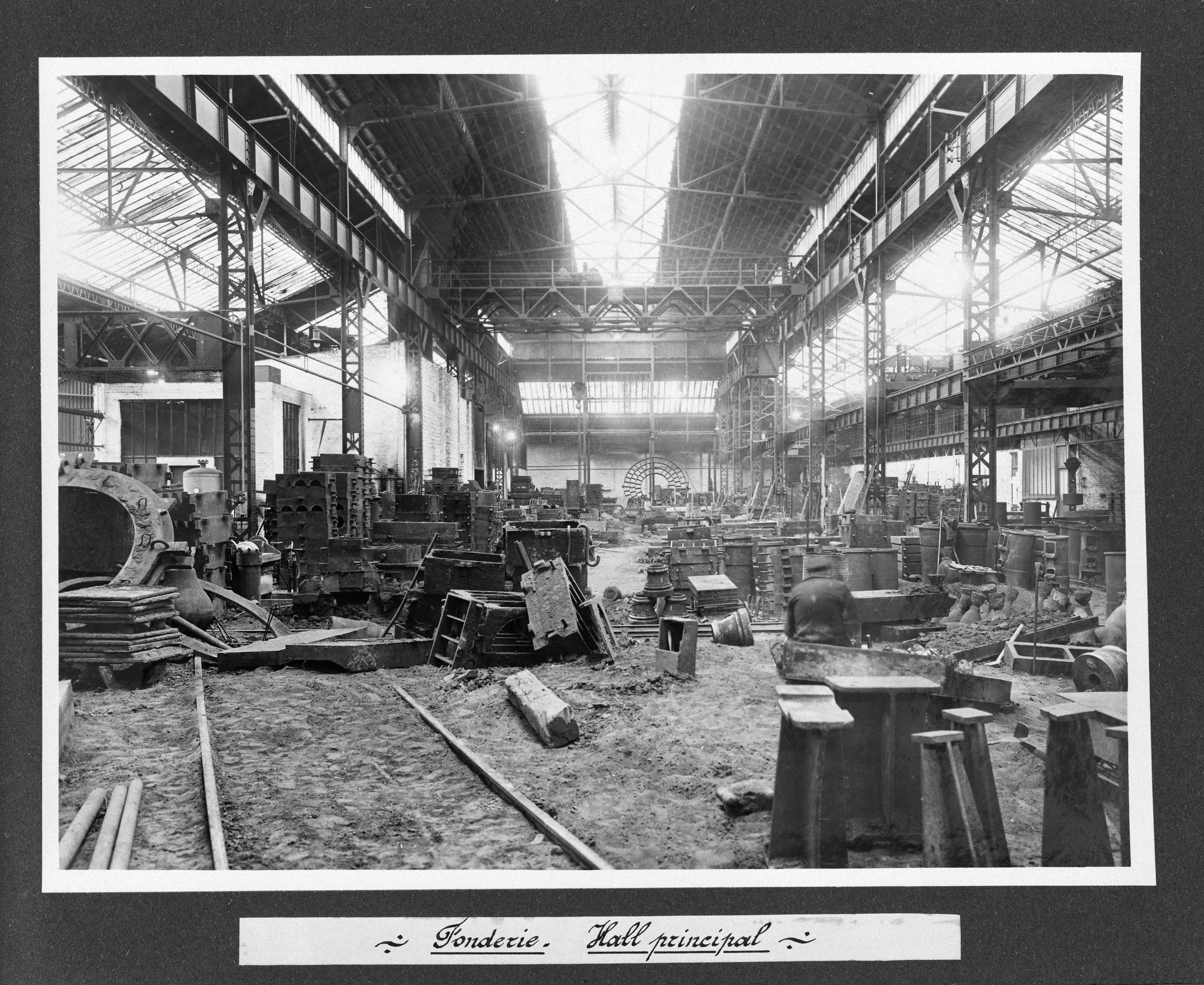
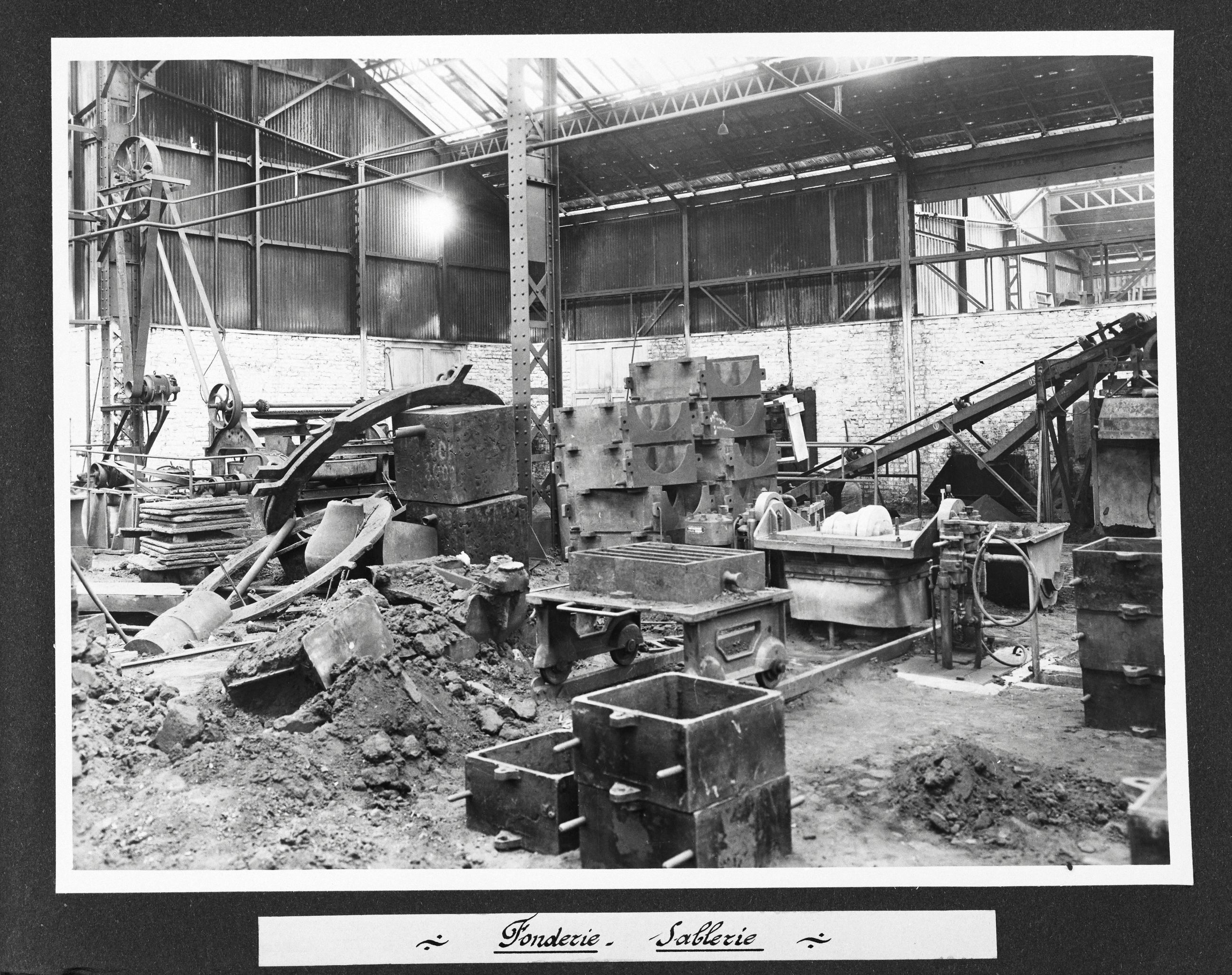
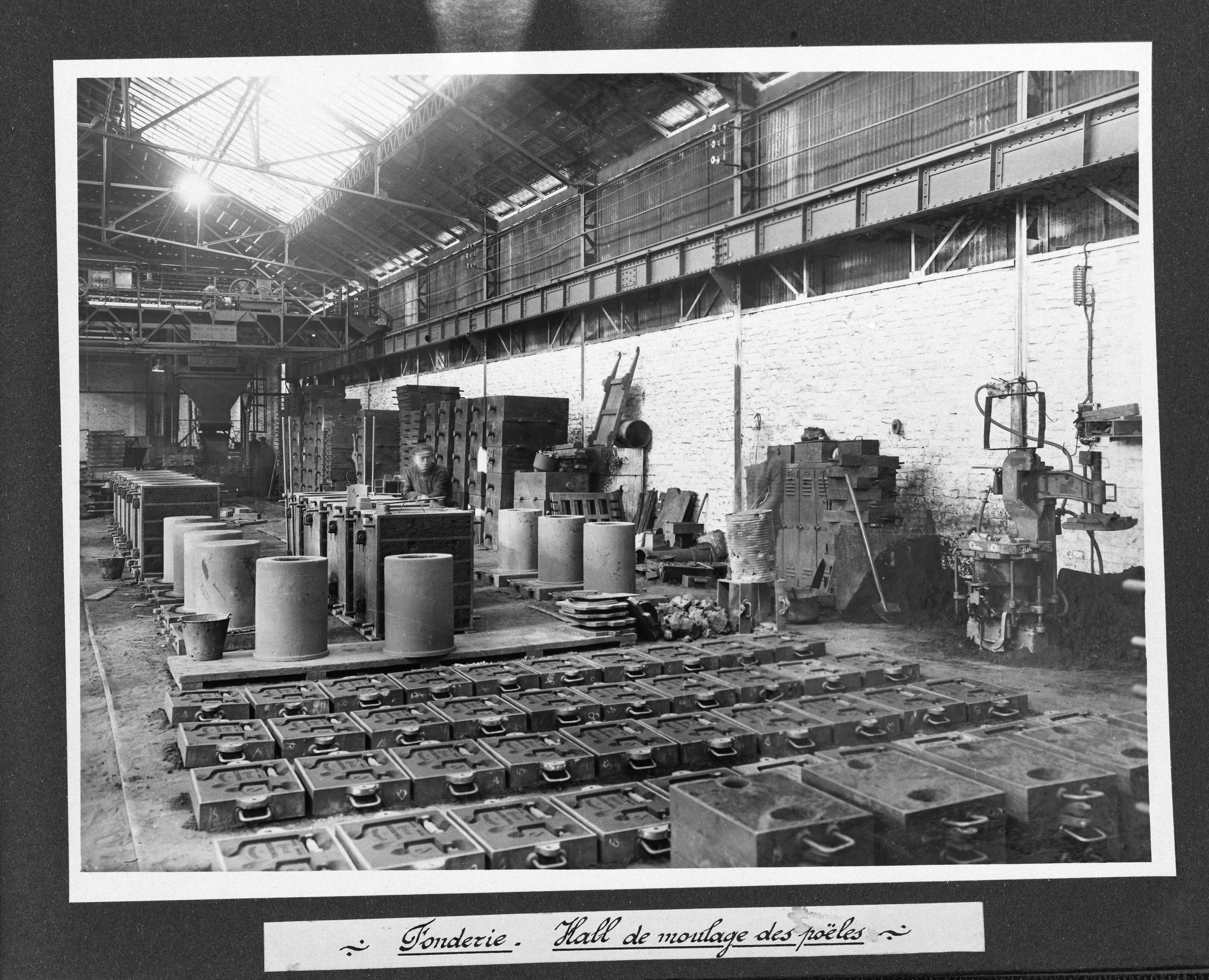
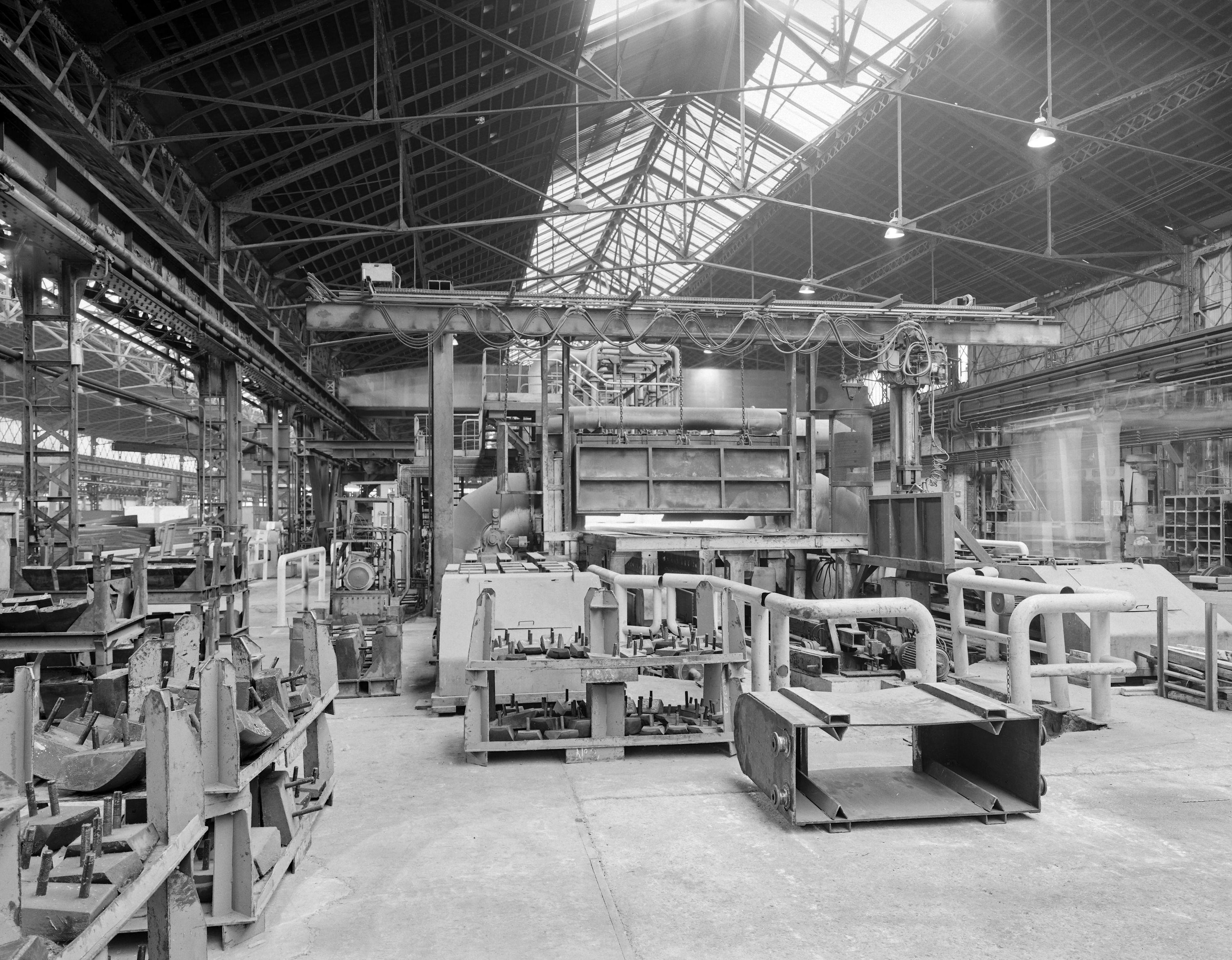
L'atelier de fabrication est actuellement (2001) divisé en dix halles parallèles. La première halle, construite au début du XXe siècle a été (partiellement ?) conservée puis de nombreuses halles lui ont été adjointes en fonction des besoins. De faible hauteur, elle est composée de murs gouttereaux et pignons en brique, d'une charpente métallique apparente couverte de tuile et de verre. Les pignons sont à redents. Des arcades en plein cintre divisent l'espace en trois vaisseaux. Les halles plus récentes sont en brique ou tôle et charpente métallique apparente couverte de tôle et verre. Les tôles livrées sont stockées dans le parc à tôles. En fonction de la commande et de la taille de la tôle, celles-ci sont parfois soudées avant d'être découpées par des molettes. Ensuite, les tôles sont embouties à chaud ou à froid par les presses (1 500 t, 2 600 t, 6 000 t) ou formées à l'aide de galets. Puis les fonds sont calibrés, réajustés, mis à hauteur, polis ou assemblés par soudage.
-
Murs
- brique
- pan de métal
-
Toitstuile
-
Étagesen rez-de-chaussée
-
Couvrements
- charpente métallique apparente
-
Couvertures
- toit à deux pans de plan massé
-
Statut de la propriétépropriété d'une société privée

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Département du Nord - Archives départementales

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général

- (c) Région Hauts-de-France - Inventaire général
Date(s) d'enquête :
2001;
Date(s) de rédaction :
2002,
2023
(c) Région Hauts-de-France - Inventaire général
Grembert Lucie
Cliquez pour effectuer une recherche sur cette personne.
Grembert Lucie
Chargée de mission à l'Inventaire général du patrimoine culturel Région Hauts-de-France (depuis 2020).
Luchier Sophie
Cliquez pour effectuer une recherche sur cette personne.
Luchier Sophie
Chercheur de l'Inventaire général du patrimoine culturel.
Articulation des dossiers

Chargée de mission à l'Inventaire général du patrimoine culturel Région Hauts-de-France (depuis 2020).